【阀门维修哪家好】价格,批发,(电话咨询)
2022-11-20 09:14:05
排泥阀不锈钢齿轮泵故障排除方法
排泥阀不锈钢齿轮泵故障排除方法:
(1)根据季节添加或更换符合要求牌号的机油至规定油面处。取出油管内的异物,上紧接头处的螺栓或螺母;
(2)更换老化或损坏的骨架油封或“O”形密封胶圈;
(3)更换磨损的齿轮油泵或油泵轴套,磨损轻微时在平板上将端面磨平整阀门维修。其不平度允许误差0.03mm;上轴套端面低于泵体上平面(正常值低于2.5~2.6mm),如超差时应在下轴套加0.1~0.2mm铜片来补偿,安装时则应套在后轴套上装入;
(4)卸荷片和密封环必须装在进油腔,两轴套才能保持平衡。卸荷片密封环应具有0.5mm的预压量;
(5)导向钢丝弹力应能同时将上、下轴套朝从动齿轮的旋转方向扭转一微小角度,使主、从动齿轮两个轴套的加工平面紧密贴合;
(6)套上的卸荷槽必须装在低压腔一侧,以消除齿轮啮合时产生有害的闭死容积;
(7)压入自紧油封前,应在其表面涂一层润滑油,还要注意将阻油边缘朝向前盖,不能装反;
(8)“右旋”泵不能装在“左旋”机上,否则会冲坏骨架油封;
(9)在装泵盖前通风蝶阀,须向泵壳内倒入少量机油,并用手转动啮合齿轮;
(10)在装好油泵盖未拧紧螺栓之前,应检查泵盖和泵体之间的间隙,是否在0.3~0.6mm之间,若间隙过小,应更换大密封圈和卸压件。液压油泵装好后,应转动灵活无卡滞现象。
不锈钢齿轮泵适用于输送无润滑性,有腐蚀性大口径阀门,卫生条件要求高不含有固体颗粒,纤维等物质的一般粘度和高粘度的流体。介质温度-20-80℃,粘度5-5000cst。用于机械、石油、化工、食品、冶金、印染、酿造、化妆品、饮料等行业。动力传动齿轮和流体输送齿轮处于不同的泵腔中,它们按照各自不同的功能设计制造,因此,泵有更高的可靠性。FXB在FXA不锈钢齿轮泵泵型的基础上,增加一级支承,提高了工作压力,并设计为法兰联接。本泵有机械密封和填料密封两种形式。

排泥阀安装细节以及故障处理方法
排泥阀主要是由阀体,液压缸,活塞,阀杆,阀瓣组成。有着多种的驱动方式:气动、液动、手动;是应用于污水水处理厂或者工业项目当中需要排泥(沉淀池等)的地方。排泥阀应该安装在管道的低点,泥阀,并选用与排污水流成切线的排泥三通,还应考虑到排放过程中冲刷对附件基础的影响。排泥阀安装完毕后应及时关闭。客户在订购和安装的时候需要注意排放的方向,常用型号的SD44X手动排泥阀、HB100S角式隔膜排泥阀基本为角式结构设计,内部安装有橡胶隔膜。
气动排泥阀由液压缸和平衡角式三通截止阀两大部分组成,液压缸为动力、带动阀板升降,使阀体通道开启或关闭,以达到流体通断,本产品特点是如在同一水平的两个水池中间安装一只本产品就可以使两边水池同时排泥,节约投资等特点。液压缸活塞密封采用V型橡胶,其密封性能好,经久耐用。其寿命达五年以上,经用户使用后的反馈信息有多达七年未更换者有之。阀板为软密封,关闭后密封性能好、永无渗漏、便于维修更换;如配以电磁换向阀、指控液压缸,则能实现远控和自控、也可以配电动等。若配手动装置,可以2~12台一排安装,同时控制开启或关闭,开启速度快,驱动压力低、压力源取之水厂本身压力,无需另加设备、节省人力物力、节约能源等优点。
气动排泥阀的主要特点是采用隔膜传动机构替代活塞式,无运动磨损,寿命长。主要用途是安装在各类沉淀池的底部壁外,用以排除池底的泥沙及污物。


阀门铸钢件的补焊处理方法
一、补焊方法
1、要求
对奥氏体不锈钢铸件进行补焊时,要在通风处,使之快速冷却。对珠光体低合金钢铸件和补焊面积过大的碳钢铸件则应选背风处或用挡风板遮挡,避免快冷造成裂纹。补焊一个堆层的,补焊后应立即清除药渣,并沿缺陷中心向外均匀地锤击,降低补焊应力。若补焊分几层进行(一般3~4mm为一补焊层),则每层补焊后均要及时清除药渣和锤击补焊区域。如在冬季施焊,ZG15Cr1Mo1V类的珠光体合金钢铸件,每补焊一层还应用氧反复加热,再迅速补焊,以避免产生焊接裂纹。
2、焊条处理
补焊前,应首先检查焊条是否预热,一般焊条应经150~250℃烘干1h。预热后的焊条应置保温箱中,做到随用随取。焊条反复预热3次,若焊条表面药皮有脱落、开裂和生锈,应不予使用。
3、补焊次数
承压铸件,如阀门壳体经试压渗水,同一部位一般只允许补焊一次,不能重复补焊,因为多次补焊会使钢中晶粒粗大,影响铸件的承压性能,除非铸件可以在焊后重新进行热处理。其他非承压同一部位的补焊,一般规定补焊不超过3次。同一部位的补焊超过二次的碳钢铸件,焊后应作消除应力处理。
4、补焊层高度
铸件的补焊高度一般高出铸件平面2mm左右,以利机加工。补焊层太低,机加工后易露出焊疤。补焊层过高,费时费力费材料。

松套式限位伸缩接头VSSJAFG简介:
松套式限位伸缩接头适用于两边均与法兰连接,安装时调整产品两端与法兰的连接长度,对角依次均匀拧紧压盖螺栓,再调整好限位螺母,这样就能让管道在伸缩量范围内可以自由伸缩,锁定伸缩量,确保管道的安全运行。
松套式限位伸缩接头VSSJAFG特点:
松套式限位伸缩接头是在松套伸缩接头原有性能的基础上增设限位装置,在大伸缩量处用双螺母锁定。管道在允许的伸缩量中可以自由伸缩,一旦超过其大伸缩量就起到限位,确保管道的安全运行,特别适用于有振动或有一定斜度及拐弯的管路中的连接,其作用与特点同BF(VSSJA-1)。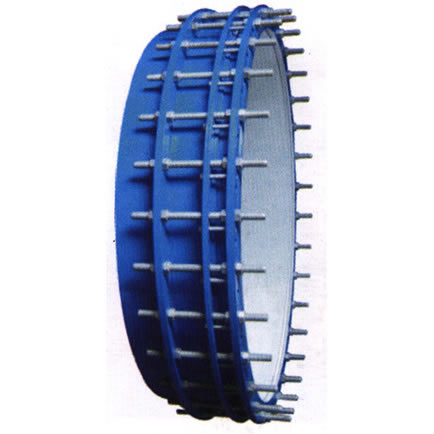
锥形阀的装置要点:
1、装置位置、高度、进出口方向必需符合设计要求,注意介质流动的方向应与阀体所标箭头方向一致,连接应牢固紧密。
2、阀门装置前必需进行外观检查,阀门的铭牌应符合现行国家规范《通用阀门标志》GB12220规定。装置前应进行强度和严密性能试验,合格后方准使用。强度试验时,试验压力为公称压力的1.5倍,继续时间不少于5min阀门壳体、填料应无渗漏为合格。严密性试验时,试验压力为公称压力的1.1倍;试验继续的时间符合GB50243要求。